
어댑터 슬리브 H31/500 H31/530 H31/560

어댑터 슬리브 원리
아답터 슬리브의 원리는 가공시 적당한 크기의 슬리브에 공작물을 넣어 공작물과 슬리브 사이에 일정한 간격을 형성하고 슬리브의 외면을 기준으로 사용하는 방식을 말합니다. 작업물의 치수 정확도를 보장합니다.
어댑터 슬리브 원리의 기본 아이디어는 슬리브의 외부 표면을 기준 평면으로 사용하여 가공 중 재료 변형이나 가공 오류로 인해 작업물이 치수 편차를 일으키지 않도록 하는 것입니다. 가공 공정에서 공작물은 슬리브에 슬리브로 들어가고 슬리브의 외부 표면은 커터 또는 기타 가공 도구에 대해 이동하며 공작물과 슬리브 사이에 일정한 간격이 형성되어 가공에 공정 중에 공작물 가공의 치수 정확성을 보장하기 위해 공작물은 슬리브의 모양에 따라 자동으로 다듬어집니다.
어댑터 슬리브의 원리를 통해 공작물의 치수 정확도를 효과적으로 보장하고 처리 효율성을 향상시키며 처리 비용을 절감할 수 있습니다. 그러나 실제 적용에서는 어댑터 슬리브 원리의 효율성을 보장하기 위해 슬리브 크기 선택 및 가공 공정 중 열 변형과 같은 요소를 고려해야 합니다. 동시에 특별한 경우 슬리브의 내부 표면을 참조로 사용하여 어댑터 슬리브 원리를 적용할 수도 있습니다.
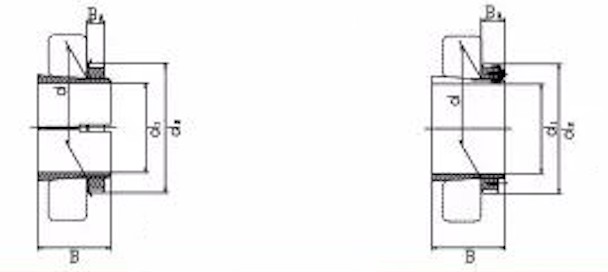
| 명칭 | 경계 치수 | 적절한 베어링 | 중량 | |||||
| d | d1 | B | d2 | B3 | 구형 롤러 베어링 | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




